Zündapp
Zündapp
Restauration KS750

La moto en pièce telle que trouvée lors de l'achat. Elle est restée plus de vingt ans stockée, démontée dans une maison.

Le cadre avant restauration

Pendant le décapage

Après décapage

Après peinture


Le moteur demonté et partiellement nettoyé avant inspection


Moteur vide et nettoyé
Modification du vilebrequin sur coussinets
Le problème majeur de la restauration des Zündapp en général (pas seulement sur la KS750) est l'embiellage. Les têtes de bielles sont montées sur aiguilles. Les manetons sont cementés sur une très faible épaisseur, et la plupart du temps, ils présentent des petites piqures d'oxydation venues avec le temps. Si les bielles sont remontées telles que, les aiguilles finissent par user la cémentation très rapidement et on arrive à casser les cages à aiguilles avec tout ce que cela peut impliquer sur le moteur.
Afin de fiabiliser le moteur :
Les aiguilles sont supprimées et remplacées par des coussinets. Cela implique la rectification des manetons et le remplacement des bielles. Je
n’ai pas trouvé en France des ateliers qui maitrisent cette modification. Mieux vaut faire appel aux spécialistes en Allemagne. (Michael Aichner, pour les K800, KS601, KS600, K500.... ou Leonhard
Arz pour la KS750).
PRINCIPE :
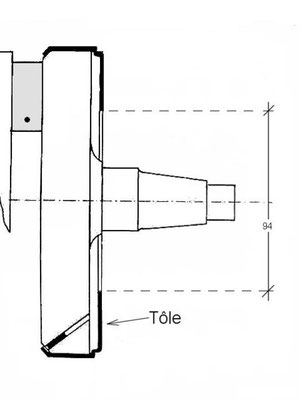
On ajoute une tôle au niveau des disques masse avant et arrière qui a pour but de retenir l’huile qui circulera dans les manetons jusqu’aux coussinets (seulement sur la KS750). C'est le même principe que sur les BMW serie 2.
Le rajout de ces "larmiers" implique une petite retouche sur le bloc moteur et la flasque arrière où se trouve le roulement arrière du villebrequin. Sans cette adaptation, les tôles-larmiers frotteraient sur le bloc. Les passages d’huiles doivent arriver correctement entre notre tôle et le vilebrequin. Le trou de lubrification d’origine dans le vilebrequin est fermé pour retenir l’huile, et les orifices au niveau du bloc moteur et de la flasque arrière sont légèrement augmenté. HP Hommes recommande le diamètre de 2,5 mm et Leonhard Arz entre 1,80 et 2,00 mm.
La pompe à huile d’origine est à remplacer. Elle travaille par giclettes et le flux d’huile n’est pas suffisant. Il est possible d’en acheter des neuves en Allemagne, mais on peut utiliser également la pompe à huile de la KS 600 ou KS601, moyennent l’adaptation avec une platine (voir photo plus loin) qu'il faut percer et fraiser, afin de faire correspondre les orifices de lubrification entre la pompe de la 600 et le bloc de la 750.
Modification par l'ajout d'une tôle

Flasque arrière avant modification

Flasque après usinage.
Les orifices de lubrification sont repercés à 2,00 mm.
Epaulement réalisé au diamètre de 93 mm
afin d'entrer dans le diamètre de la tôle qui fait 94 mm

Vilebrequin modifié


Bloc moteur avant fraisage.
Il est important que les petits orifices de lubrifications soient proprement nettoyés.

Bloc moteur après fraisage
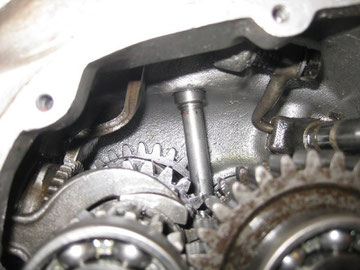
Le bloc demande des adaptations au niveau des renforts afin que la tôle ajoutée sur le vilebrequin ne frotte. Ce travail peut être fait soit même avec une petite perceuse de modelisme.

Les nouvelles bielles provenant de Leonhard Arz.
D'après le livre de HP Hommes, les bielles sur coussinets proviennent à l'origine du programme automobile.
Ce sont des modèles de Toyota Corolla ou de Morris Mini.
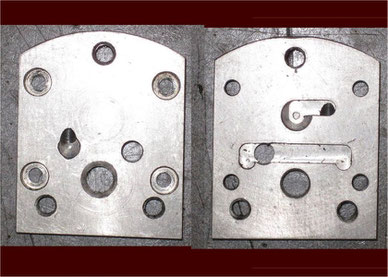
Platine d'adaptation de la pompe à huile de KS 600 ou 601 sur le bloc moteur de la KS750. (photo Recto et verso)
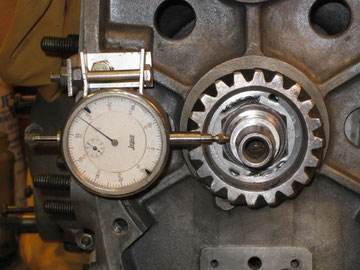
Contrôle du nez de vilebrequin avant remontage définitif : 2 centième de jeu. Plus qu'acceptable. C'est tout bon, je remonte.

Remontage de l'embrayage

ORDRE DE REMONTAGE DE LA BOITE DE VITESSE











Moteur et boite avant assemblage
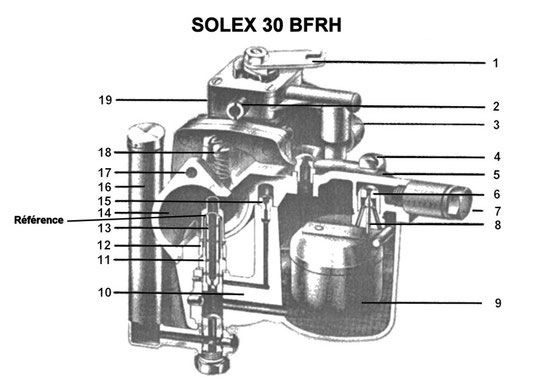
1. Levier du starter
2. Gicleur d'air du starter : 4
3. Bride au moteur
4. Vis
5. Couvercle du flotteur
6. Siège de pointeau
7. Vis banjo durite essence
8. Pointeau : 2,5
9. Flotteur : 26 gr
10. Cuve du carburateur
11. Porte gicleur
12. Chapeau de gicleur principal
13. Gicleur principal : 120 x 53
14. Buse : 30 x 25,
15. Gicleur auxiliaire : 0,45
16. Puit aniti-dejaugeage
17. Bride support du filtre à air
18. Vis d'air de ralenti
19. Corps du starter
Réglage du niveau d’essence dans la cuve du Solex 30 BFRH
Au départ ce carbu est un carbu de voiture et il est alimenté par une pompe.
L’Armée allemande l’a transformé pour en faire un carbu moto et donc alimenté par gravité.
La façon de procéder est la suivante :
Enlever le chapeau de gicleur (12) et le gicleur principal (13) ;
Remplir la cuve au ¾ pour gagner du temps ;
Refermer la cuve ;
Remplir la cuve par la voie normale mais en mettant la valve d’admission en surpression de 35cm de hauteur au moyen d’un tube plastique transparent et un entonnoir jusqu’au refoulement indiquant que la cuve est normalement pleine
Vérifier alors que le niveau dans le porte gicleur est de environ 3mm en dessous du niveau de reference ;
(Ceci tient compte du fait que lorsque le réservoir de la moto est plein ,la pression statique exercée sur le flotteur est celle de environ 40cm de hauteur
et lorsque le réservoir est presque vide, il s’exerce une pression moindre sur le flotteur qui fait que le niveau descend dans la cuve et dans le porte gicleur).
Il faut donc que réservoir plein le niveau ne déborde pas dans le porte gicleur
Et que réservoir presque vide ,ce niveau soit encore suffisant.
Les chiffres exacts sont les suivants :
Pression statique nulle : niveau dans le porte gicleur 7mm en dessous réference
Pression statique max : niveau dans le porte gicleur 3mm en dessous réference
Merci à Gilbert pour cette information
PS : Pour information, les carburateurs Solex 30 BFRH étaient également monté sur les Lloyd LP400 (Leukoplastbomber) entre 1953 et 1957 ainsi que sur les rares BMW
319/1 construites en 1935 - 1936
Lors de ma restauration, après le 1er remontage du carbu et de la magnéto, je claquait systèmatiquement une bougie après avoir roulé quelques km. J'ai cherché longtemps du coté de la magnéto sans succès. Ma magneto donnait normalement, sans étincelles parasites et malgrès cela, je changeais de bougies très régulièrement.
Ensuite j'ai revu ma position en cherchant du coté du carbu.
J'ai mis les pièces aux dimensions données par Zündapp et appliqué à la lettre la méthode ci-dessus, et je suis enfin arrivé à un résultat satisfaisant sans claquer de bougies.
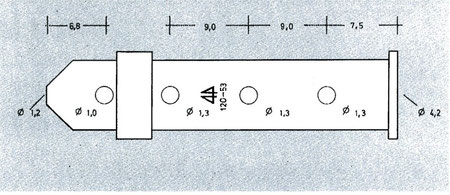
Gicleur principal
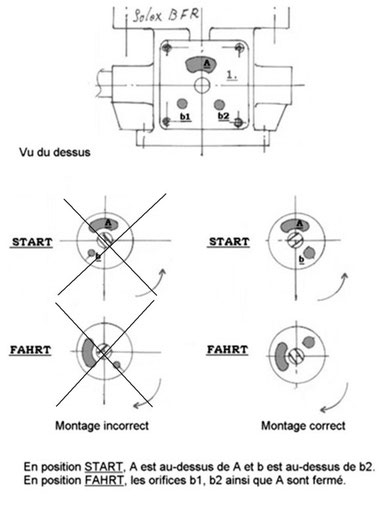
Position du starter lors du montage
Document provenant du site de HP Hommes

Moteur et boite assemblés

Réalisation des joints

Montage à blanc du moteur et de la boite dans le cadre

Remontage des pistons hydraulique. Après avoir nettoyé la mélasse à l'intérieur du circuit, je suis allé chez un revendeur auto pour remplacer les coupelles en caoutchouc. Elles sont toujours fabriquées chez VW au diamètre 19 mm (coté side) et 22 mm (coté pont). La petite soupape du maître-cylindre existe également et elle est plus fiable que celle d'origine qui, de toute façon est foutue. Donc je remplace tout ça après un léger re-surfaçage de l'ensemble. Vive la DIN !

Petite pièce que j'ai du faire, et qui n'existe pas dans la Ersatzteileliste pour adapter le flexible d'hydraulique sur le chassis, sans toucher ou souder sur le chassis du side, comme on peut voir sur certaine photos sur internet.

Flexible hydraulique monté coté reducteur.

Flexible monté sur le répartiteur hydraulique.

Contrôle des jantes avant peinture et montage des pneus. Chance, j'ai 0,3 mm de voile au maximum sur chacune des 4 jantes. Je ne touche à rien, je nettoie et je repeint tel que. Remarquez l'état de l'intérieur des jantes qui ne présente pas de traces de rouille.

Peinture des jantes avant le montage des nouveaux pneus.

Le système de contacteur code / phare commandé par câble au guidon.

Montage des nouveaux pneus trouvés à Mannheim.

MARQUAGES